Advantages of Double Shaft Type Reducer with Motor
1. Dual Output Shafts – Provides power transmission to two separate loads simultaneously, increasing application flexibility.
2. High Torque Capacity – Robust gear design ensures efficient torque transfer for heavy-duty operations.
3. Compact & Space-Saving – Integrated motor and reducer design reduces overall footprint and simplifies installation.
4. Balanced Load Distribution – Evenly distributes mechanical stress, enhancing durability and reducing wear.
5. Precision & Low Backlash – Ensures accurate motion control, ideal for automation and positioning systems.
6. High Efficiency – Optimized gear meshing minimizes energy loss for improved performance.
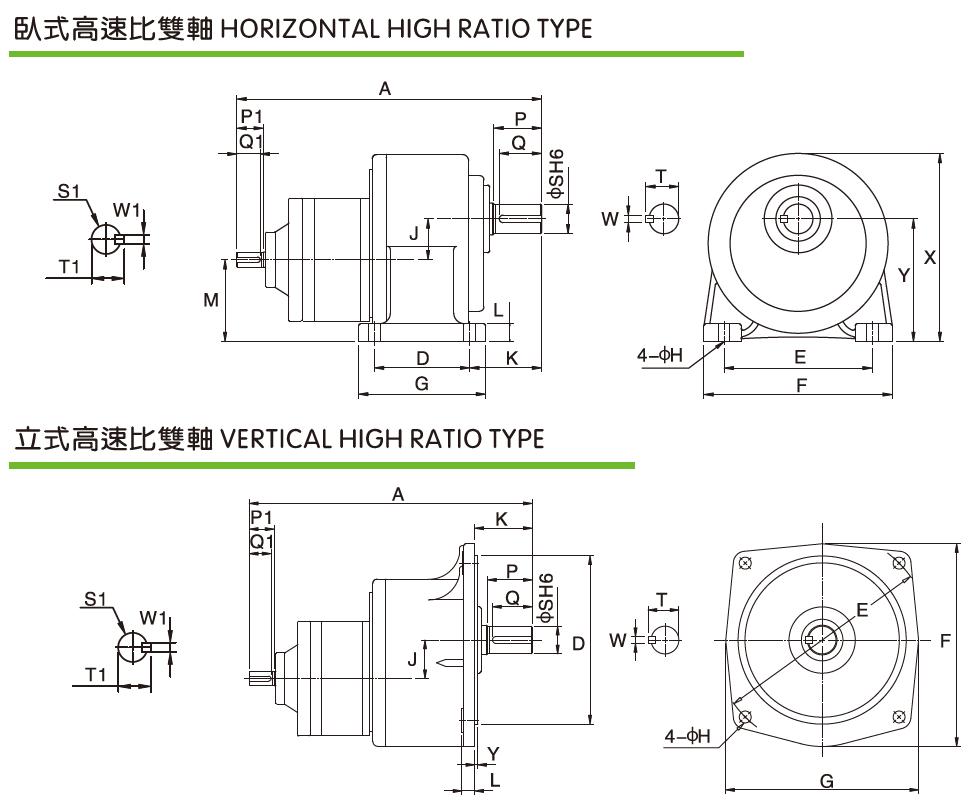
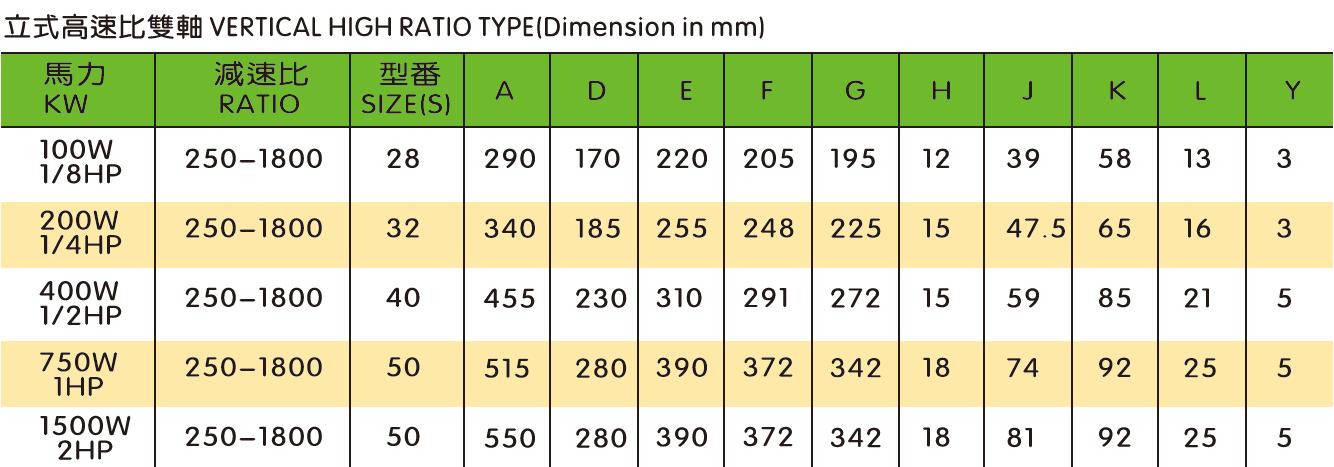
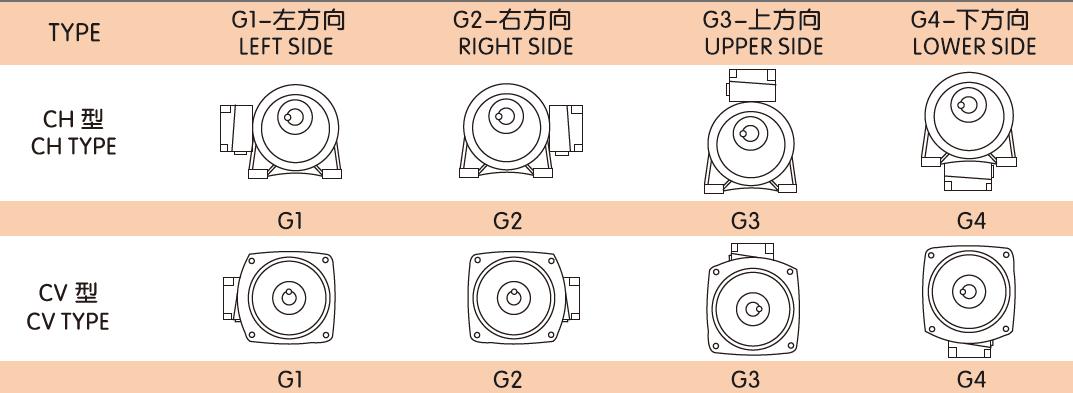
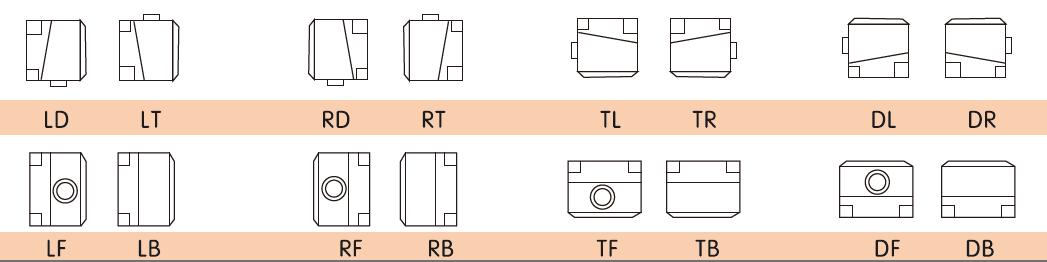
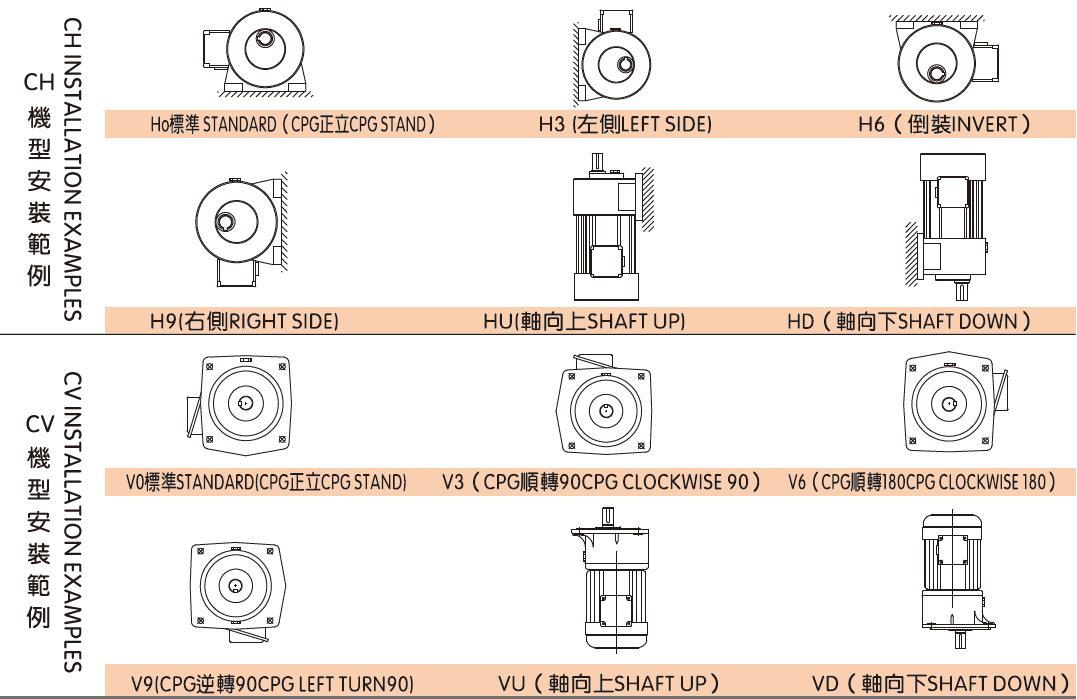
7. Versatile Mounting Options – Compatible with horizontal, vertical, or flange mounting configurations.
8. Low Maintenance – Sealed housing and high-quality bearings reduce maintenance requirements.
Applications of Double Shaft Type Reducer with Motor
Conveyor Systems – Driving dual belts or rollers in material handling.
Packaging Machinery – Synchronized operation in filling, sealing, and labeling machines.
Industrial Mixers & Agitators – Powering dual mixing blades for uniform blending.
Textile Machinery – Driving multiple spindles or rollers in weaving/knitting machines.
Construction Equipment – Used in concrete mixers, cranes, and hoists.
Agricultural Machinery – Powering feed mixers, harvesters, and irrigation systems.
Automation & Robotics – Precise control in robotic arms and automated assembly lines.
Printing Machinery – Synchronized roller movement for high-speed printing.